
В предыдущей статье я писал о печати пластиком ABS на холодном столе 3D-принтера МС2 от Мастер Кит.
Технология работает, но накладывает некоторые ограничения, прежде всего, на размеры печатаемой детали в горизонтальной плоскости. С удовольствием экспериментируя с принтером MC2 и дорабатывая его, я пришел к выводу, что пора бы мне обзавестись подогреваемым столом. Там более, что электроника принтера эту возможность поддерживает. А заодно попробовать сделать этот стол регулируемым, исключив функцию AUTO_BED_LEVELING. В принципе функция работает неплохо, об этом я писал в этой статье, но захотелось попробовать и такой вариант.


Собственно, приобрести для этого надо только сам нагреватель, термистор и пружинки для регулировки – это можно сделать на сайте 3d.masterkit.ru. И придумать, как термически развязать пластиковые детали принтера, предназначенные для крепления стола, и нагреватель.
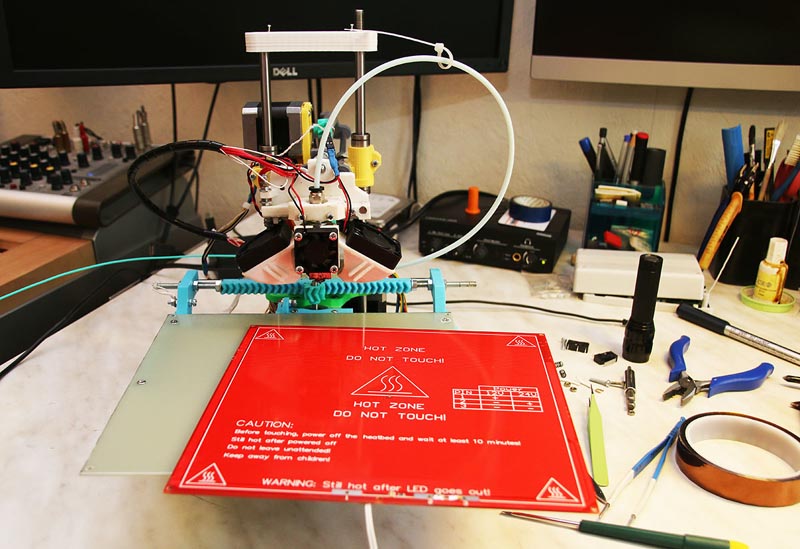
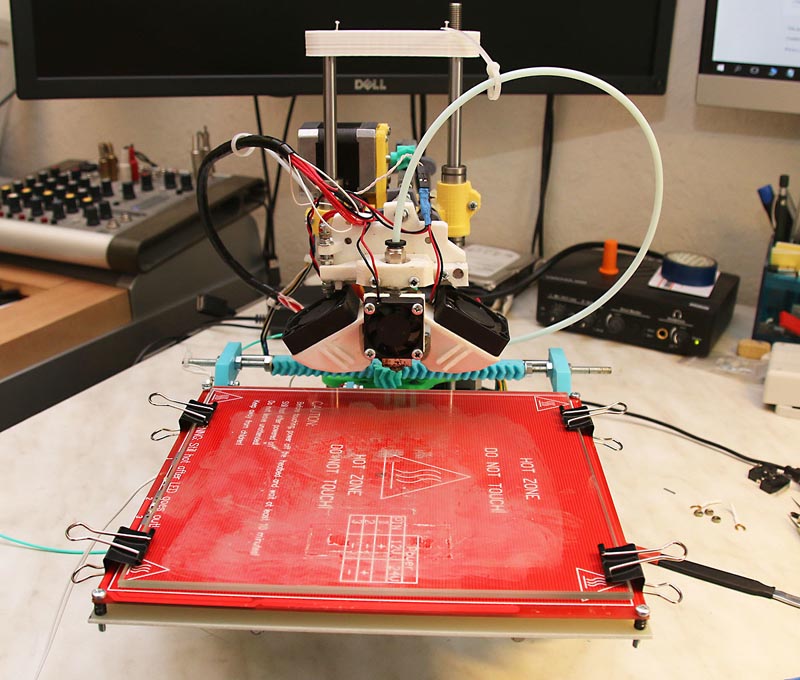
Покопавшись в шкафах, нашел кусок стеклотекстолита. Хороший, ровный, толщиной 2 мм. Отпилил от него квадрат 220×220 мм. (Размер нагревателя – 214×214 мм.) И, недолго думая, просверлил в нем 4 отверстия для винтов M3×10 с головкой впотай для крепления текстолита к штатным держателям стекла и 4 отверстия для крепления нагревателя. В деталях для крепления стекла просверлил отверстия 2.5 мм и привернул текстолит винтами как саморезами.
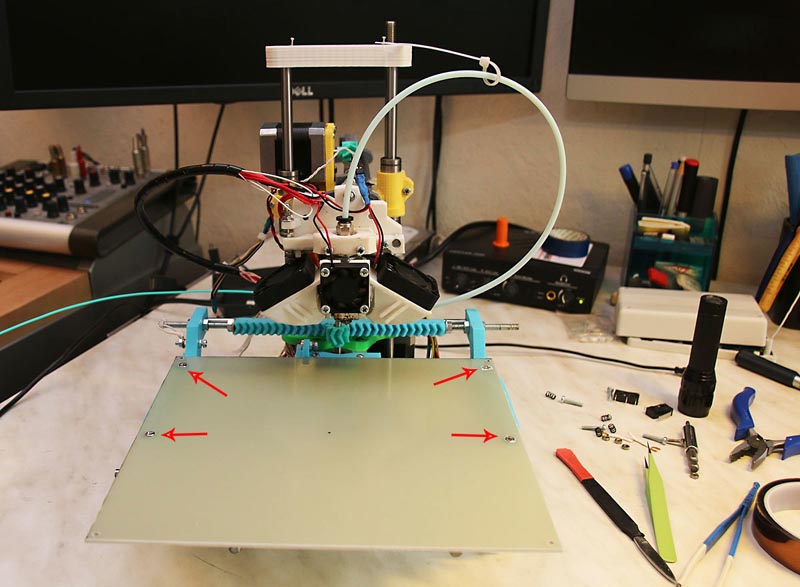
Теперь надо через пружинки прикрепить нагреватель к текстолиту. Какое-то время размышлял, как сделать так, чтобы гайки регулировочных винтов были зафиксированы, но потом решил обойтись вообще без гаек. Нарезал резьбу M3 прямо в стеклотекстолите, получилось где-то 4 витка. Попробовал несколько раз вкрутить-выкрутить подпружиненный винт. Если делать это аккуратно, резьба вполне держит, не деформируется. Посмотрим, как решение будет вести себя при длительной эксплуатации; если резьба испортиться, наклею на текстолит металлическую гайку-шайбу с резьбой M3, можно из ABS напечатать фиксатор, или еще что-то в этом духе.
 |
 |
Далее следует приклеить термистор в центральное отверстие в нагревателе термостойкой лентой или бумажным скотчем. Он подключается к плате управления к разъему T1. Также в прошивке Marlin необходимо разрешить считывать данные с этого датчика. Для этого во вкладке Configuration.h надо изменить 0 на 1 в строчке #define TEMP_SENSOR_BED 1.
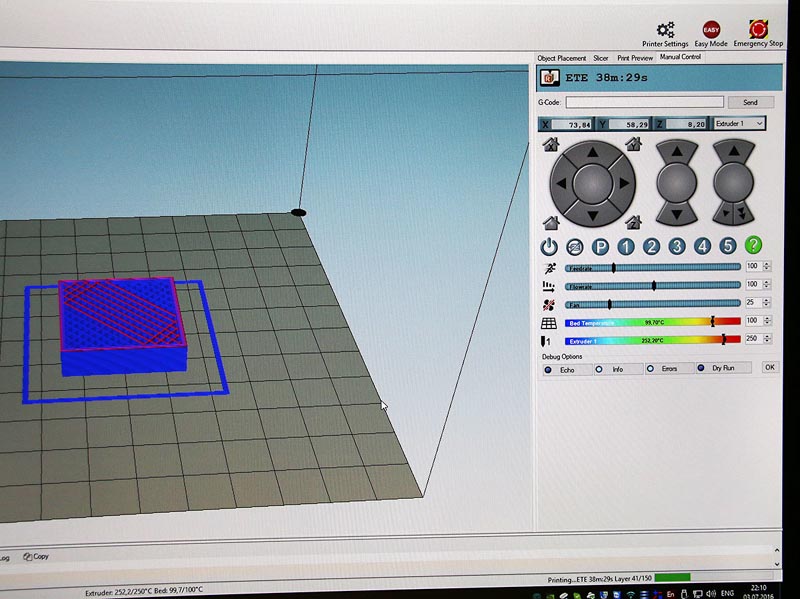
После этого в программе RepetierHost можно увидеть и выставить значение температуры стола.
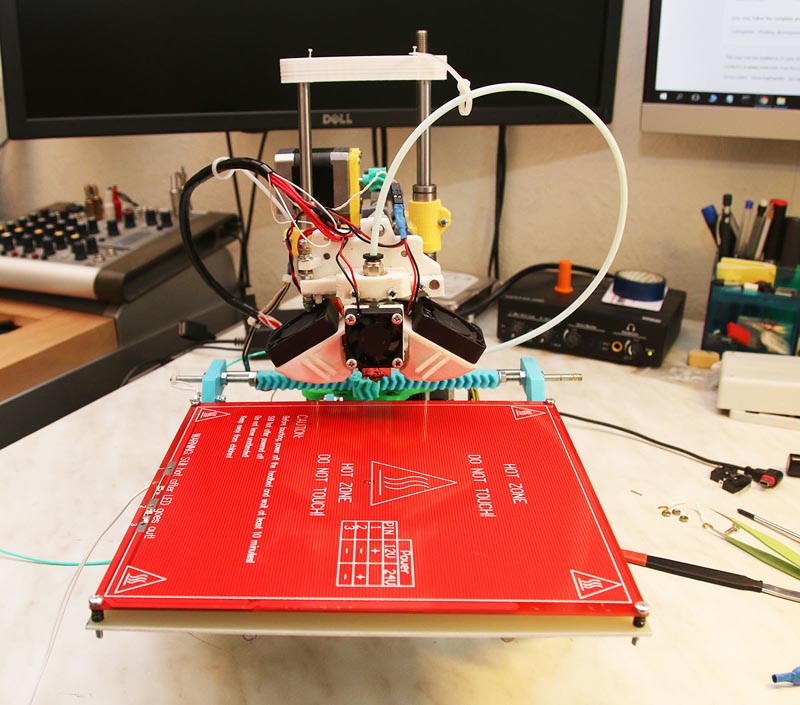
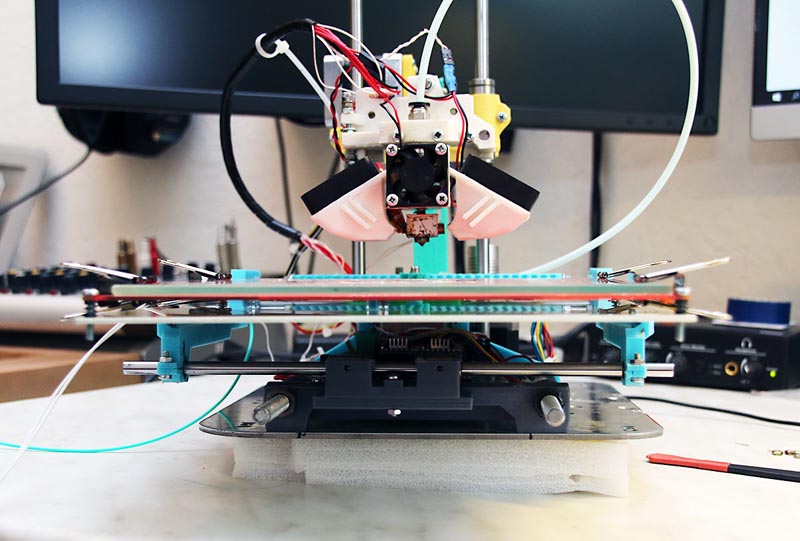
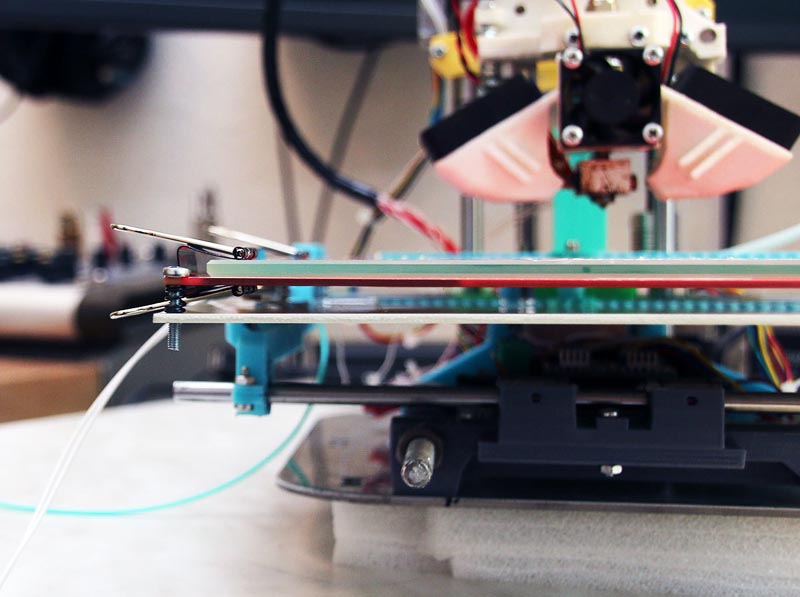
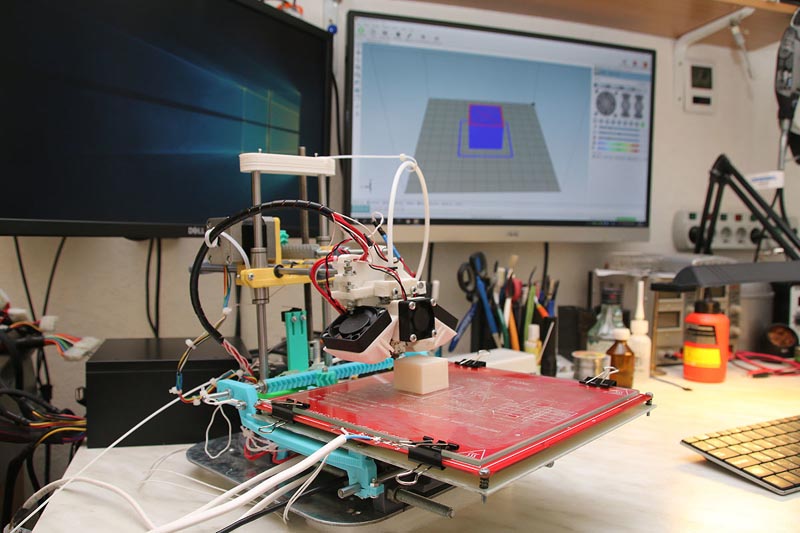
Стекло для печати – как же без него – удобно крепить канцелярскими зажимами для бумаги. Их можно найти в любом писчебумажном отделе. Вот такой бутерброд получился. Довольно увесистый, надо сказать. Решил, что надо бы уменьшить в связи с этим ускорения по оси Y, а заодно и X. Лезем опять в прошивку. И уменьшаем вдвое следующие параметры в Configuration.h (указаны новые значения):
#define DEFAULT_MAX_ACCELERATION {4500,4500,100,9000}
#define DEFAULT_ACCELERATION 1000
Наверное, будет чуть медленнее печатать, ну и ладно, мы не торопимся.
 |
 |
 |
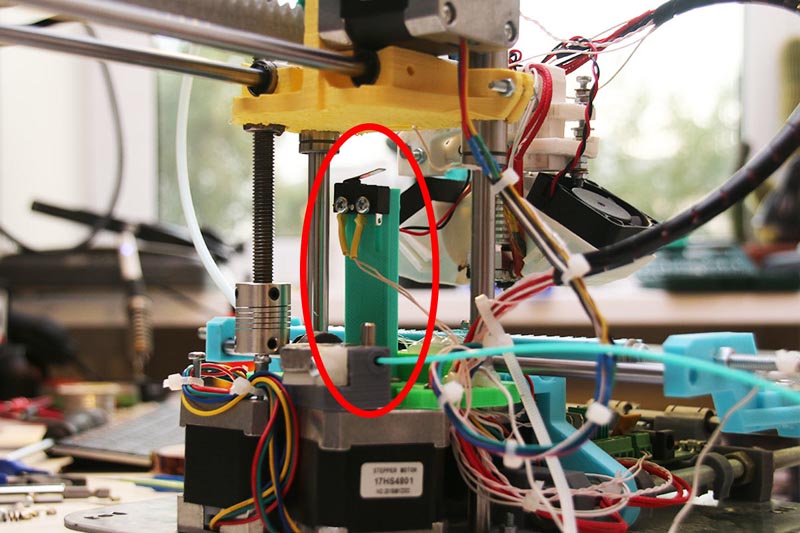
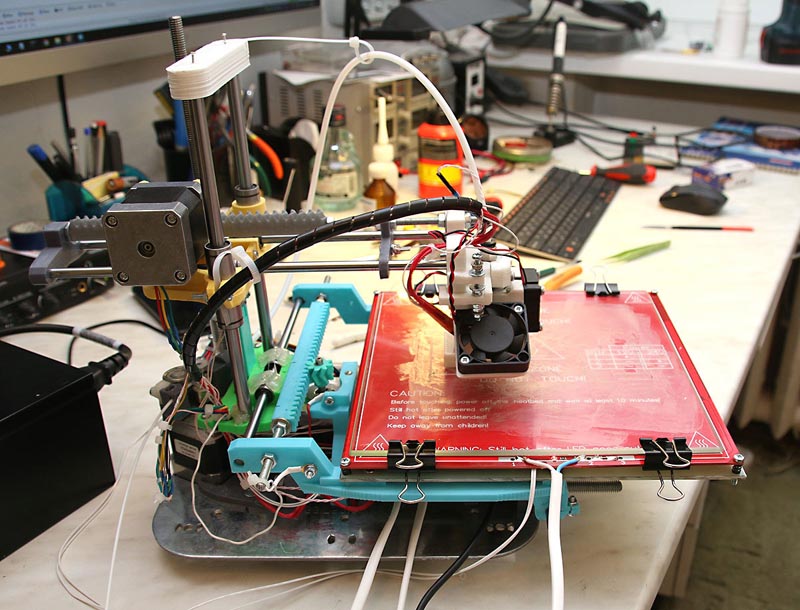
Для того чтобы исключить влияние крепления экструдера на точность позиционирования и в полной мере реализовать возможность регулировки стола, я решил жестко закрепить экструдер в его держателе, для чего просверлил насквозь детали его крепления и стянул винтами. В связи с этим пришлось переставить концевой выключатель оси Z под платформу, на которой реализована ось X. Напечатал детальку с двумя прорезями для регулировки концевика и просто приклеил ее дихлорэтаном к основанию, соединяющему три шаговых двигателя снизу принтера. На всякий случай еще и винтом притянул. Теперь концевик срабатывает при опускании платформы до нужного уровня.
В качестве блока питания, с учетом увеличившего на 10 A (!) тока потребления, использовал бесхозный блок питания от старого компьютера мощностью 350 Вт. Он дает ток 15 A на желтом проводе 12 В. Нагреватель подключаем к выводам D8 платы управления. Проверил напряжение при полной нагрузке, держится на уровне 11.5-11.6 В. Блок не греется. Годится!
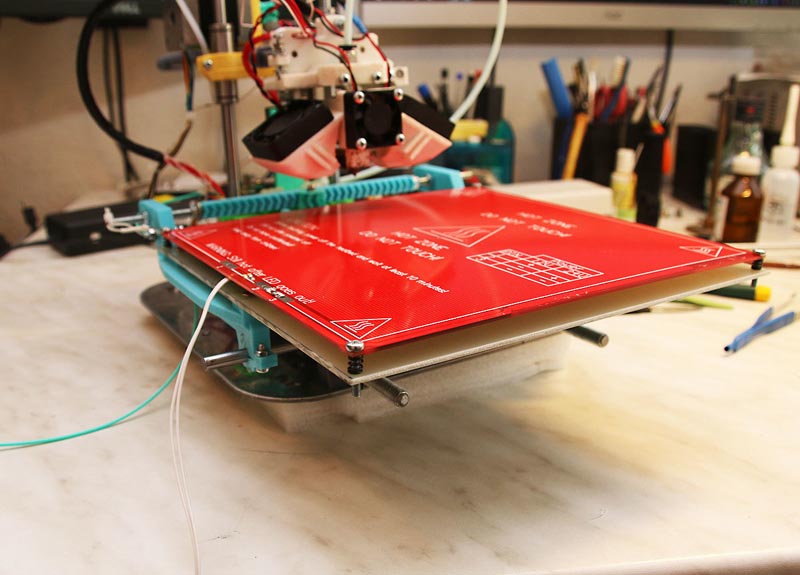
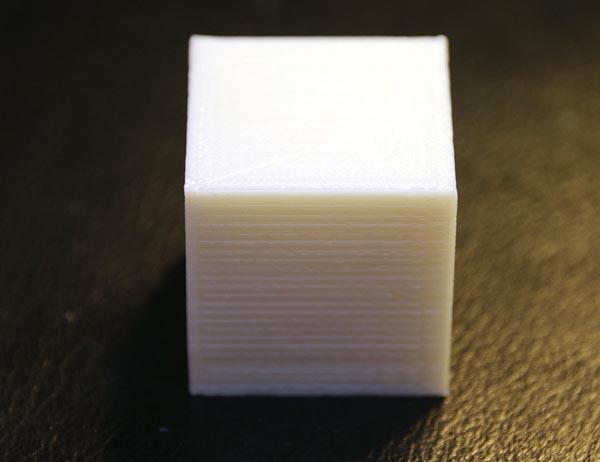
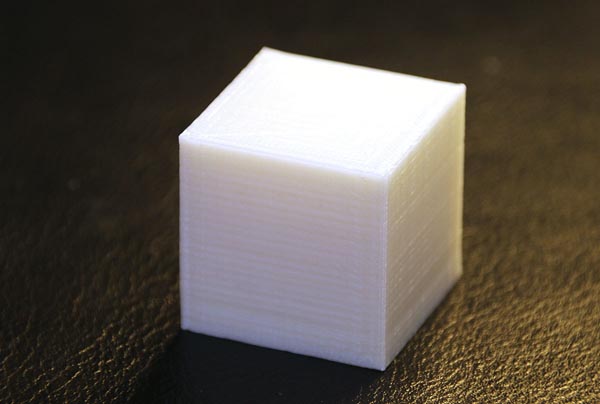
Попробуем теперь что-нибудь напечатать ABS-ом. Тестовый кубик 30×30 мм, например. Видим в RepetierHost: 100 градусов на столе, 250 на экструдере. Слой 200 мкм, обдув выключен.
Пованивает немного, но с открытым окошком вполне терпимо. По мне, так пусть пахнет, даже приятно!
 |
 |
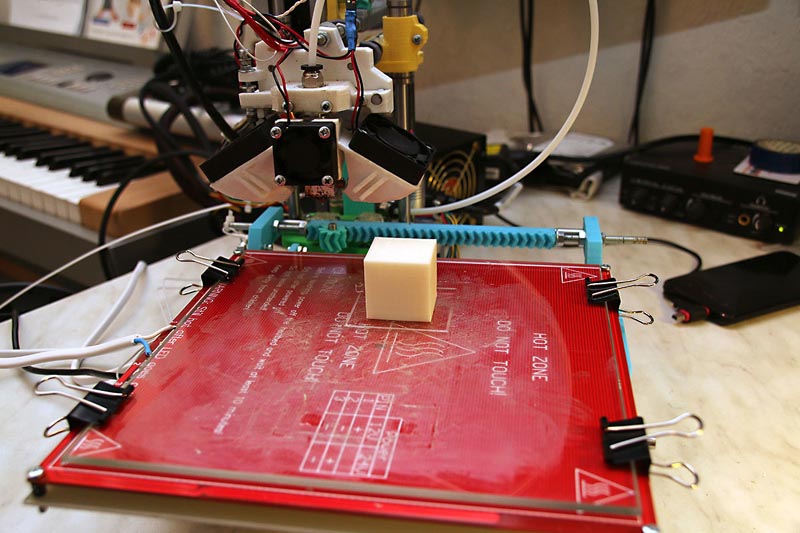 |
Получился вполне пристойный кубик, согласитесь! Кстати, при печати обдув детали не включал, так как это охлаждает экструдер градусов на 10.
 |
 |
Остался доволен качеством печати, но через некоторое время сообразил, что своими экспериментами закрыл себе доступ к плате управления! Ток драйверов порегулировать или переключить что… вот засада. Оказалось, если ослабить крепления и аккуратно вынуть полированные валы, по которым перемещается стол, то он замечательным образом снимается и открывает доступ к плате. При этом все настройки стола с пружинками вполне сохраняются. Уф!
Так пока и не решил, какая калибровка мне больше нравится, автолевелинг или пружинки на столе…
Всем хорошей печати!



